Our main stainless steel grades are 1.4301; 1.4307; 1.4541; 1.4401; 1.4404; 1.4571; 1.4539; 1.4016; Heat resistant 1.4845, 1.4828, 1.4841; Duplex 1.4462; Super Duplex 1.4410; 253MA 1.4835; 254SMO 1.4547
Yes, AISI 304 is equivalent to EN 1.4301, and AISI 316 is equivalent to EN 1.4404. These designations refer to the two different naming systems commonly used for stainless steel grades. AISI (American Iron and Steel Institute) is a widely used designation system in the United States, while EN (European Norm) is a designation system used in Europe.
“Duplex” stainless steel is named so because it has a two-phase microstructure consisting of both austenite and ferrite. This combination provides a balance of strength and corrosion resistance. “Super Duplex” stainless steel is a more advanced version with an even higher level of alloying elements, offering superior strength and enhanced resistance to corrosion, especially in harsh environments. The terms “Duplex” and “Super Duplex” simply describe the unique characteristics of these stainless steels based on their microstructure and improved properties.
Our stainless steel products range includes stainless steel sheets, stainless steel tubes, stainless steel bars, stainless steel fittings and stainless steel flanges.
- Stainless steel round bright bars Ø4 − Ø100mm;
- Stainless steel round hot rolled & peeled bars Ø45 – Ø600mm
- Stainless steel reinforcement bars Ø5-32 mm
- Stainless steel flat bright bars 10×5mm till 80×10mm
- Stainless steel flat hot rolled bars 20×10mm till 150×40mm
- Stainless steel flat slit bars 10×3 mm till 300×10mm
- Stainless steel angle bars 20x20x3 mm – 180x180x20mm
- Hexagonal bright bars Ø8 − Ø55mm
The term “bright” refers to the surface finish of the bars. Bright bars undergo a specialized manufacturing process that involves precision grinding, polishing, and buffing to achieve a smooth and reflective surface. This surface finish provides an aesthetically pleasing appearance and is often desired for decorative or high-quality applications.
Available surface depends on the product, but mainly stainless steel surface finishes available: 2B; 1D; Tear plate 1M; 2E; BA; Nr.8 (Super mirror); Grinded 240; Grinded 320; Grinded 4N;
Seamless tubes are produced by piercing a solid cylindrical billet and then extruding it to form a hollow tube without any welded joints, while Welded tubes are manufactured by rolling a flat strip of stainless steel into a cylindrical shape and then joining the edges using various welding techniques (such as TIG or laser welding).
The choice between TIG and laser welding depends on factors such as the required production volume, complexity of the tube design, weld quality requirements, and budget considerations. TIG welding is often preferred for smaller scale projects, while laser welding may be more suitable for high-volume production or applications that demand high-speed welding and intricate designs.
Available thickness:
- Cold rolled sheets from 0,4 − 8,0mm
- Hot rolled sheets from 3,0mm − 12mm
- Hot rolled plates from 12mm − 100mm
- Strips 0,3mm -12 mm
- Available dimensions:
- 1000x2000mm; 1250×2500 mm; 1500×3000 mm; 1500×6000 mm; 2000×4000 mm; 2000×6000 mm; 2500×8000 mm; cut to length; cut to size;
Hot rolled stainless steel sheets are produced at high temperatures, have a rougher surface texture, and are more cost-effective. Cold rolled stainless steel sheets are produced at room temperature, have a smoother surface finish, and offer tighter dimensional tolerances and improved surface quality. The choice between hot rolled and cold rolled sheets depends on the specific requirements of the application, including surface finish, dimensional accuracy, and cost considerations.
Delivery time for stainless steel and other material not on stock is 1 – 2 weeks.
We have great transportation net and we can offer delivery to all EU countries, Norway, Great Britain and Middle east countries.
From our stock you can order aluminium alloy 1050 temper H14/H24 and 5754 H111 and H12/H22 sheets in dimensions:
- 1,0x1500x3000
- 1,5x1000x2000
- 1,5x1250x2500
- 1,5x1500x3000
- 2,0x1000x2000
- 2,0x1250x2500
- 2,0x1500x3000
- 3,0x1000x2000
- 3,0x1250x2500
- 3,0x1500x3000
- 1.0x1500x3000
- 1,5x1000x2000
- 1,5x1250x2500
- 1,5x1500x3000
- 2,0x1000x2000
- 2,0x1250x2500
- 2,0x1500x3000
- 3,0x1000x2000
- 3,0x1250x2500
- 3,0x1500x3000
H22 temper refers to a strain-hardened and partially annealed condition of aluminum, providing a balance between strength and formability. On the other hand, the H111 temper represents a stress-relieved condition, offering enhanced corrosion resistance and high mechanical properties. The choice between H22 and H111 will depend on the specific requirements of the application, considering factors such as strength, formability, and resistance to corrosion.
Aluminum alloy 1050 is a pure aluminum alloy with excellent corrosion resistance and high formability but lower strength. Aluminum alloy 5754, on the other hand, is an aluminum-magnesium alloy with superior corrosion resistance, good formability, and higher strength. The choice between these alloys depends on the specific requirements of the application, considering factors such as strength, corrosion resistance, formability, and cost.
Butt weld fittings are a type of pipe fittings used to join or connect sections of pipe together through a butt welding process. These fittings are designed to create a permanent, leak-proof connection between pipes.
Key features and characteristics of butt weld fittings include:
Seamless Construction: Butt weld fittings are typically made from seamless pipes, ensuring a continuous and smooth inner surface, minimizing flow restrictions and turbulence.
Beveled Ends: Butt weld fittings have beveled ends, which facilitate proper alignment and welding during installation. The beveled ends allow for a more effective and secure weld joint.
Welding Process: Butt welding involves the application of heat and pressure to melt the ends of the pipes and fuse them together. The welding process creates a strong and durable connection that maintains the integrity of the pipeline.
Range of Sizes and Types: Butt weld fittings are available in various sizes, shapes, and types, including elbows, tees, reducers, caps, and crosses. These fittings allow for changes in pipe direction, diameter, or flow direction as required by the piping system design.
Material Compatibility: Butt weld fittings are available in a wide range of materials, including carbon steel, stainless steel, alloy steel, and other metals. The choice of material depends on the specific requirements of the application, such as temperature, pressure, and corrosion resistance.
Butt weld fittings are commonly used in industries such as oil and gas, petrochemical, power generation, and process piping systems, where a strong, reliable, and leak-free connection is essential. They provide a secure joint that can withstand high pressures and temperatures, making them suitable for demanding applications.
The “3D” in “elbow 3D” refers to the radius of the curve in the fitting. It indicates that the bend radius is three times the nominal diameter (3D). For example, if the nominal diameter of the pipe is 2 inches, the radius of the curve in the elbow 3D would be 6 inches.
In stainless steel piping systems, an elbow Type A refers to a specific classification or design of stainless steel elbow fittings. The term “Type A” is used to distinguish this particular configuration from other types of stainless steel elbows, such as Type B or Type C. While the specific design details of Type A elbows can vary, some general characteristics typically associated with this classification include:
- Angle: Type A elbows are typically 90-degree elbows, meaning they provide a 90-degree change in direction to the flow of the pipe.
- Curvature: Type A elbows usually have a smooth curvature, allowing for a gradual change in direction.
- Connection: These elbows are commonly available with butt-weld ends, enabling them to be welded directly to the adjoining pipe sections.
- Material: Type A elbows can be manufactured from various grades of stainless steel, including commonly used ones like 304 and 316 stainless steel, depending on the application’s requirements.
It’s important to note that the specific designations and classifications of stainless steel elbows, including Type A, may vary based on industry standards and manufacturers. Therefore, it is advisable to consult the relevant specifications or consult with the supplier or manufacturer to ensure the correct selection of the appropriate stainless steel elbow for a specific application.
EN 10253-3 and EN 10253-4 are European standards that specify the requirements for butt-welded pipe fittings made of stainless steel.
EN 10253-3:
- EN 10253-3 is the standard for butt-welded pipe fittings made of austenitic and austenitic-ferritic (duplex) stainless steels.
- This standard covers a wide range of fittings, including elbows, tees, reducers, and caps, among others.
- The fittings specified in EN 10253-3 are designed for use in pressure applications, and they are intended to be used with seamless or welded pipes according to EN standards.
EN 10253-4:
- EN 10253-4 is the standard for butt-welded pipe fittings made of austenitic and austenitic-ferritic (duplex) stainless steels with specific inspection requirements.
- This standard covers similar types of fittings as EN 10253-3, such as elbows, tees, reducers, and caps.
- However, the main difference is that EN 10253-4 places additional emphasis on the inspection and testing requirements for the fittings.
- The inspection and testing requirements outlined in EN 10253-4 are intended to ensure the quality and integrity of the fittings, particularly for critical applications.
In summary, both EN 10253-3 and EN 10253-4 pertain to butt-welded pipe fittings made of stainless steel, with EN 10253-4 specifically focusing on inspection and testing requirements. These standards provide guidelines for the manufacturing, dimensions, materials, and quality control of stainless steel butt-welded fittings, ensuring their suitability and performance in various pressure applications.
The choice between ASTM-A 403 and EN 10253 depends on several factors, including the specific requirements of your project, regional regulations or standards, and the availability of materials and expertise. Here are some key points to consider:
ASTM-A 403:
- ASTM-A 403 is an American standard developed by the American Society for Testing and Materials (ASTM). It provides specifications for stainless steel butt-welded fittings.
- If your project is based in the United States or follows American standards, ASTM-A 403 may be the preferred choice to ensure compliance with local regulations and industry practices.
- It is essential to verify if the specific stainless steel grades and sizes you require are covered by ASTM-A 403, as the standard offers a wide range of options.
EN 10253:
- EN 10253 is a European standard developed by the European Committee for Standardization (CEN). It provides specifications for butt-welded stainless steel fittings.
- If your project is in Europe or follows European standards, EN 10253 may be more suitable to ensure compliance with regional regulations and industry norms.
- EN 10253 offers a comprehensive range of sizes, dimensions, and materials, including both austenitic and austenitic-ferritic (duplex) stainless steels.
It’s important to note that both standards have their own specific requirements and may have slight variations in terms of material grades, dimensions, and manufacturing processes. Therefore, it is advisable to consult with the project specifications, engineering team, or relevant authorities to determine which standard is applicable and best suits your specific needs.
Additionally, it is recommended to work with suppliers, manufacturers, or professionals who have experience and expertise in providing fittings according to the chosen standard to ensure the availability of suitable materials and proper compliance.
The main differences between pulled tees, drawn tees, and equal tees lie in their manufacturing processes and the resulting characteristics of the tees. Here’s a breakdown of each type:
Pulled Tee:
- Pulled tees are typically made by pulling a branch pipe or tube into the main pipe or tube to form the tee shape.
- This process involves using specialized machinery to deform the main pipe and create the branch connection.
- Pulled tees often have a smooth transition between the main pipe and the branch, resulting in a streamlined and continuous flow path.
- They are commonly used in applications where a seamless and uniform flow is essential, such as in high-performance fluid systems.
Drawn Tee:
- Drawn tees are manufactured by using a metalworking process called tube drawing.
- In this process, a hollow tube is pulled through a die to reduce its diameter and form the branch connection, resulting in a tee shape.
- Drawn tees have a smooth interior surface and a consistent wall thickness throughout the tee, ensuring a consistent flow of fluid or gas.
- They are typically used in applications where dimensional accuracy and smooth interior surfaces are crucial, such as in precision piping systems.
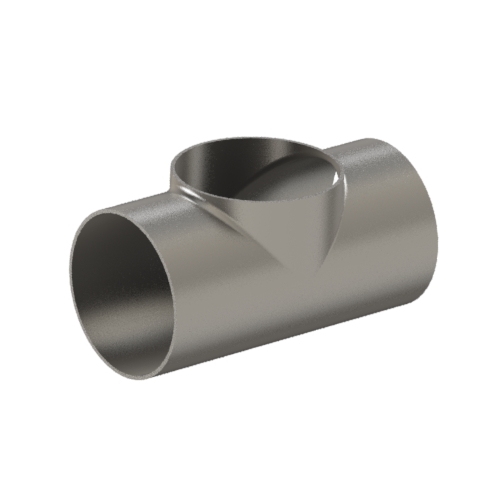
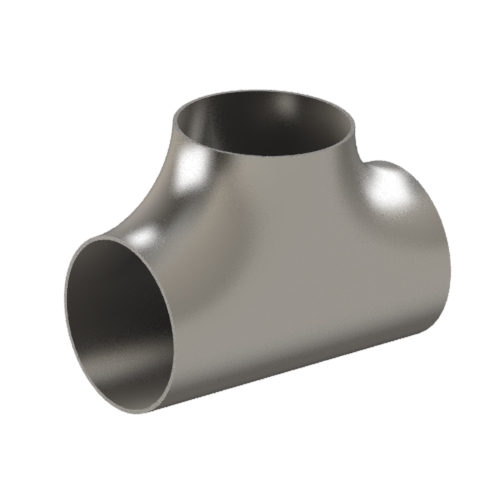
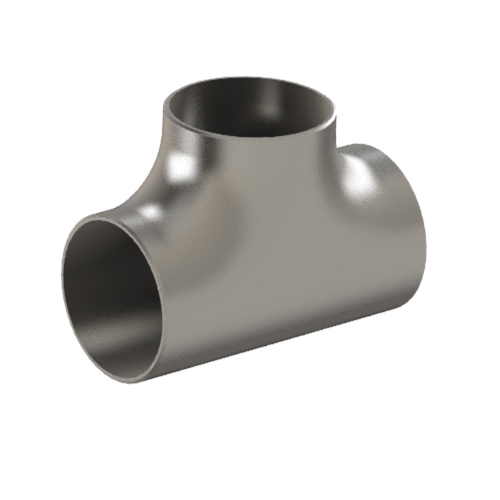
Equal Tee:
- An equal tee is a tee fitting where all three branches (two on the sides and one on the top) have the same diameter.
- It provides a symmetrical division of flow, allowing fluid or gas to flow equally through each branch.
- Equal tees are commonly used when the flow needs to be split evenly or redirected without any preferential flow to any particular branch.
- They are widely used in various industries, including plumbing, HVAC systems, and industrial piping.
In summary, pulled tees and drawn tees are manufactured through different processes involving deformation or reduction of the main pipe to create the branch connection. Both types offer smooth transitions and uniform flow characteristics. On the other hand, an equal tee refers to a tee fitting where all branches have the same diameter, providing symmetrical flow distribution. The choice of tee type depends on the specific requirements of the application, such as flow characteristics, dimensional accuracy, and uniformity of flow distribution.
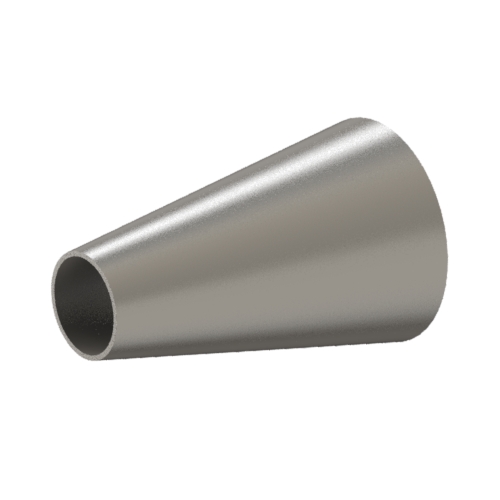
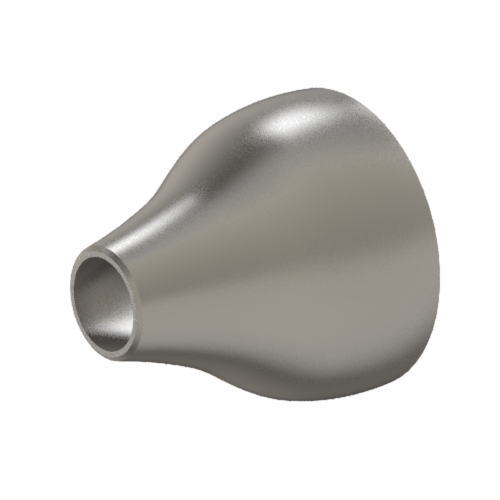
The choice between a stainless steel concentric reducer and an eccentric reducer depends on the specific requirements of your piping system and the nature of the fluid or gas being transported. Here’s a breakdown of each type:
Concentric Reducer:
- A concentric reducer is a type of pipe fitting that allows for a smooth and gradual reduction in the diameter of a pipe, with the centerlines of the larger and smaller pipe sections aligned.
- It provides a symmetrical transition, maintaining the same axis of the piping system.
- Concentric reducers are commonly used when maintaining a consistent flow velocity or preserving the centerline alignment is important.
- They are suitable for applications where there are no height or clearance restrictions and where flow characteristics and pressure drop considerations are critical.
Eccentric Reducer:
- An eccentric reducer is a pipe fitting that enables a gradual reduction in pipe diameter, but the centerlines of the larger and smaller pipe sections are not aligned.
- It creates an offset or an eccentric transition between the pipes.
- Eccentric reducers are typically used when there is a need to control the flow of fluids or gases, such as preventing air or trapped gases from accumulating in a specific section of the pipe.
- They are often utilized in applications where height or clearance restrictions exist, such as in drainage systems or when avoiding interference with structural elements.
Ultimately, the choice between a concentric reducer and an eccentric reducer depends on factors such as the flow characteristics, pressure drop requirements, space limitations, and specific design considerations of your piping system. It is recommended to consult with engineering professionals or piping system experts who can assess your specific requirements and advise on the appropriate choice for your application.
The difference between reducers specified in EN 10253-4 Fig. 8 and those determined using the L=3(D-d) formula lies in their dimensional criteria and the standards they adhere to:
EN 10253-4 Fig. 8 Reducers:
- EN 10253-4 is a European standard that provides specifications for butt-welded stainless steel fittings, including reducers.
- Fig. 8 in EN 10253-4 refers to a specific figure or diagram within the standard that outlines the dimensional parameters for reducers.
- The dimensions specified in Fig. 8 are based on standardized criteria and engineering considerations outlined in the EN 10253-4 standard.
- EN 10253-4 Fig. 8 provides specific measurements, tolerances, and other technical requirements for reducers, ensuring compatibility and interchangeability of fittings in European industries that follow this standard.
L=3(D-d) Formula:
- The L=3(D-d) formula is a general approximation used in some industries or practices to determine the length of reducers.
- This formula suggests that the length of the reducer should be approximately three times the difference between the larger and smaller diameters (D-d).
- The L=3(D-d) formula is a rule of thumb or simplified approach that provides a quick estimation for determining the length of reducers without requiring detailed calculations or specific standards.
- It is not a specific standard or a recognized industry guideline but can be used in applications where specific standards are not mandated or for simpler installations.
According to EN 1092-1, which is a European standard for flanges, there are several types of stainless steel flanges. The main types specified in this standard include:
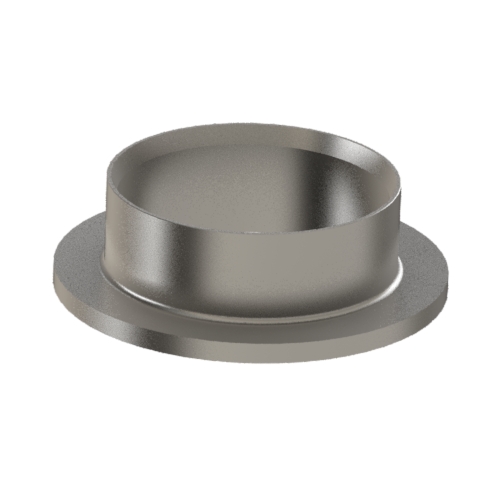
- Type 01: Plate Flange
- This is a flat circular flange with no raised face, suitable for welding to pipes or other equipment.
- It is commonly used in applications where there is no need for fluid sealing.
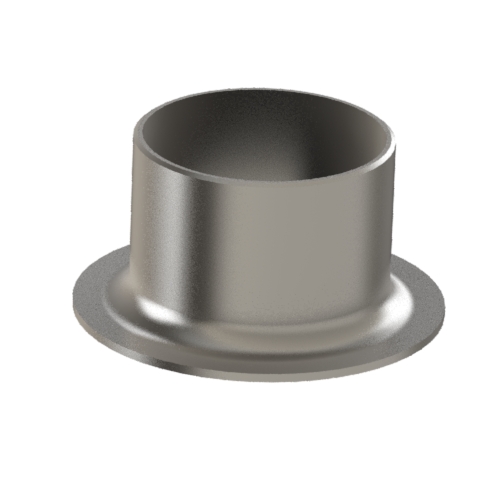
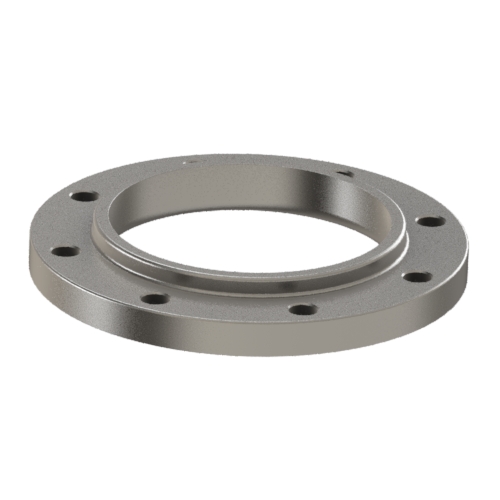
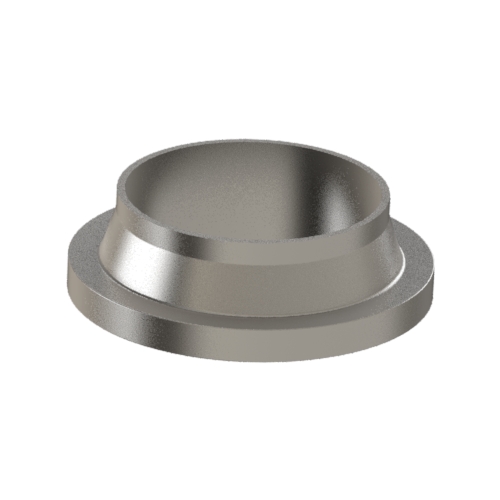
- Type 02: Loose Plate Flange with Weld-on Plate Collar
- This flange consists of a loose plate with a weld-on plate collar.
- The loose plate is typically used for alignment purposes, and the collar is welded to the pipe or equipment.
- It allows for easier installation and removal of the loose plate without disturbing the welded connection.
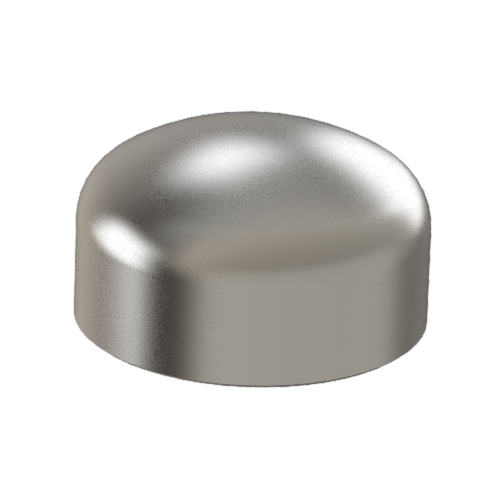
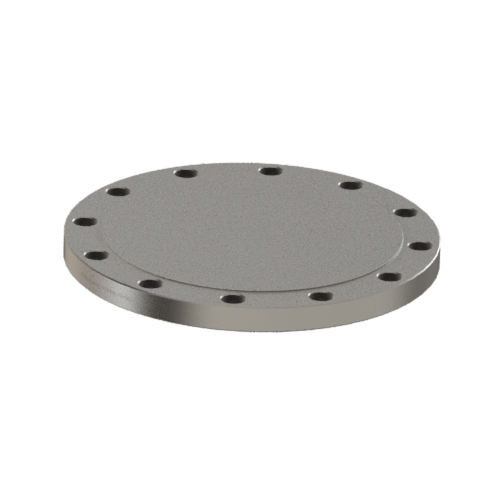
- 3. Type 05: Blind Flange
- A blind flange is a solid disk used to block off a pipe or vessel opening.
- It does not have a center hole and is typically used to close the end of a piping system or vessel.
- Type 11: Weld Neck Flange
- Weld neck flanges have a long tapered hub and are designed for butt welding to pipes.
- They provide a high strength and leak-proof connection, suitable for high-pressure and high-temperature applications.
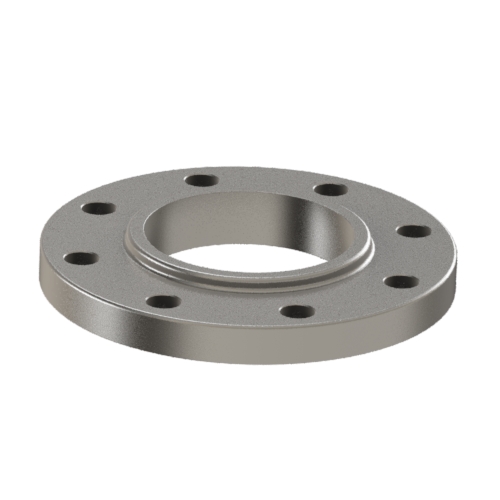
- Type 12: Hubbed Slip-On Flange for Welding
- This flange has a hub that acts as an extension of the pipe, onto which the slip-on flange is placed.
- It is commonly used when the pipe requires additional reinforcement or when easier alignment is desired.
- Type 13: Hubbed Threaded Flange
- A hubbed threaded flange has a threaded portion that allows it to be screwed onto a pipe or fitting.
- It provides a strong and secure connection and is commonly used in low-pressure applications.
These are some of the main types of stainless steel flanges specified in EN 1092-1. Each type has its own design and application suitability. It is important to refer to the specific requirements outlined in the standard and consult with engineering professionals to select the appropriate type of flange for your specific application.
The flange face types (A, B, C+D, E+F) are related to the geometry and surface finish of the flange face, while the sealing surfaces refer to the specific design of the area where the gasket is placed.
To provide clarity, here is a breakdown of the flange face types:
- Type A:
- Flat face flange without a raised surface.
- It requires the use of a full-face gasket.
- Type B:
- Raised face flange with a raised surface.
- The raised face provides a compression effect on the gasket.
- It typically requires the use of a gasket with a smaller inner diameter.
- Type C+D:
- Combination flange face with both a flat face and a raised face portion.
- The flat face is located on the sealing surface, while the raised face is on the non-sealing surface.
- Type C has a raised face on the non-sealing surface, and Type D has a raised face on the sealing surface.
- Type E+F:
- Male and Female (Tongue and Groove) flange face.
- The male face (Type E) has a raised ring, or tongue, which fits into the corresponding groove on the female face (Type F).
- The tongue and groove design provides additional alignment and sealing capabilities.
These flange face types determine the compatibility and alignment of flanges when connecting them together. The selection of the flange face type depends on factors such as the application requirements, gasket type, and the mating flange face.
The choice between a loose plate flange with a collar and a welding neck flange depends on several factors and the specific requirements of your application. Here are some considerations to help you make an informed decision:
Loose Plate Flange with Collar:
- A loose plate flange with a collar offers flexibility and ease of installation and removal.
- The loose plate allows for easier alignment without disturbing the welded connection.
- It can be a suitable choice when you anticipate the need for periodic disassembly or maintenance.
Welding Neck Flange:
- Welding neck flanges provide a strong and reliable connection.
- They have a long tapered hub that allows for easy alignment and welding to the pipe.
- Welding neck flanges are typically used in high-pressure and critical applications where a secure and leak-proof joint is required.
Considerations:
- Application Requirements: Assess the pressure, temperature, and fluid characteristics of your application. If it involves high-pressure or critical conditions, a welding neck flange may be more appropriate for ensuring a reliable and leak-proof joint.
- Maintenance and Disassembly: If your system requires frequent disassembly or maintenance, a loose plate flange with a collar can offer convenience due to its easy alignment and removal.
- Compatibility: Consider the compatibility with other flanged components in your system. Ensure that the chosen flange type matches the requirements of the mating flanges and piping system.
- Industry Standards: Check if your application is subject to any specific industry standards or regulations that may dictate the type of flange to be used.
It is recommended to consult with engineering professionals or specialists in the field who can assess your specific application requirements and provide guidance on the most suitable flange type for your needs.
The pressure specifications for stainless steel flanges class 150 and PN16 are as follows:
Class 150 Flanges:
- Class 150 is a designation for flanges that are designed to withstand a maximum pressure of 150 pounds per square inch (psi) or approximately 10.3 bar.
- Class 150 flanges are commonly used in low-pressure applications where the operating pressure does not exceed 150 psi.
PN16 Flanges:
- PN16 stands for “Pressure Nominal 16” and is a designation used in European standards.
- PN16 flanges are designed to withstand a maximum pressure of 16 bar, which is equivalent to approximately 232 psi.
- PN16 flanges are commonly used in applications where the operating pressure does not exceed 16 bar.
It’s important to note that the pressure ratings specified for flanges (such as Class 150 and PN16) indicate the maximum pressure the flange is designed to handle under normal operating conditions. The actual working pressure in your application should consider factors such as temperature, fluid characteristics, and the specific requirements of your system. Additionally, it’s crucial to adhere to applicable industry standards and consult with engineering professionals to ensure the proper selection and application of flanges for your specific needs.
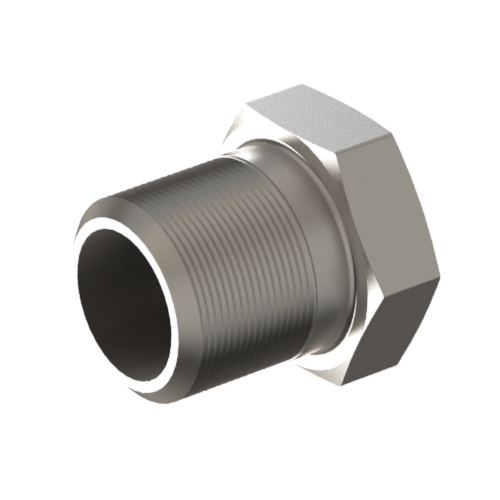
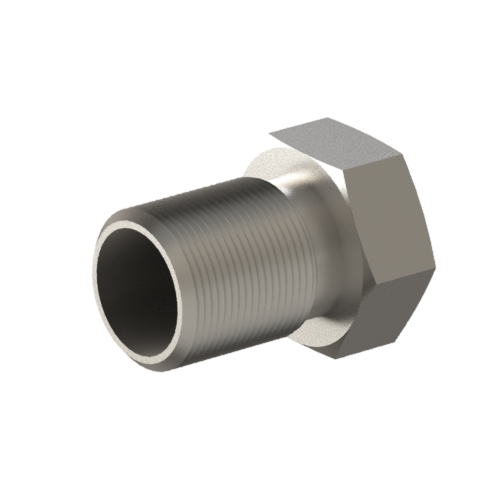
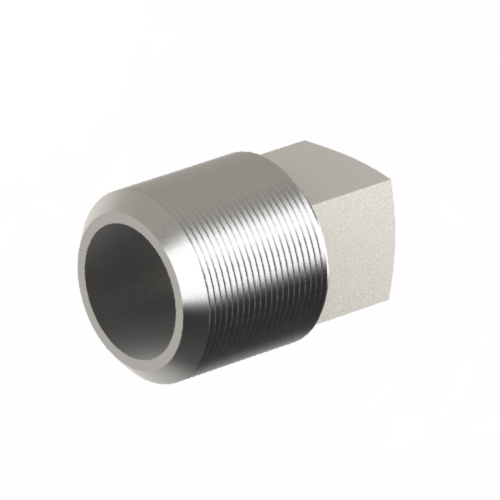
Yes, we can offer. Our range of BSP fittings includes various types of fittings that comply with the BSP thread standard. These fittings are available in different sizes and configurations to suit different plumbing and piping systems. Some of the products in our BSP fittings range include:
- BSP Threaded Adapters: These fittings allow for the connection of pipes or components with different thread types or sizes.
- BSP Threaded Couplings: Couplings are used to connect two pipes with BSP threaded ends together.
- BSP Threaded Elbows: Elbows provide a change in direction in the piping system while maintaining the BSP threaded connection.
- BSP Threaded Tees: Tees are used to create a branch connection in a piping system with BSP threads.
- BSP Threaded Nipples: Nipples are short lengths of pipe with BSP threads on both ends, used for extending or connecting BSP threaded components.
- BSP Threaded Caps and Plugs: These fittings are used to seal off the end of a pipe or fitting with a BSP thread.